

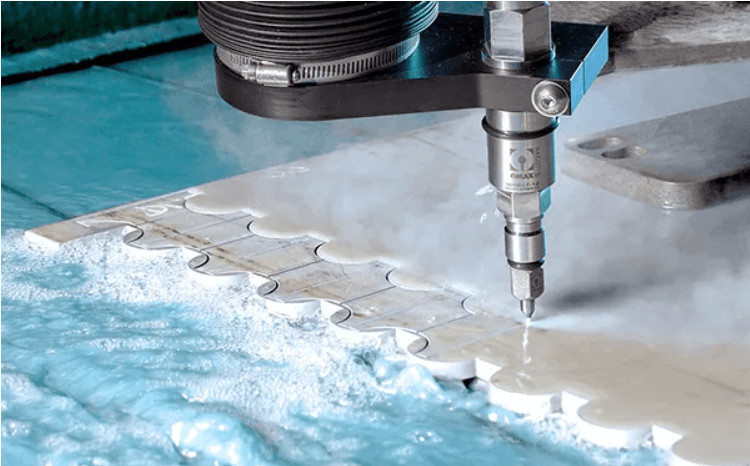
4000 barów. Zero ciepła. Jeden przebieg.
Strumień wody z ścierniwem garnetowym eroduje stal, granit i szkło z dokładnością do 0,1 mm — bez strefy wpływu ciepła, bez mikropęknięć, bez dalszej obróbki.
Porównanie metod cięcia
Porównanie mechaniczne
Co eliminuje cięcie na zimno
Brak HAZ
Do 200 mm grubości
Efektywność szczeliny
Żadna strefa wpływu ciepła. Hartowna stal i klejone szkło opuszczają maszynę bez odbarwień, utwardzeń krawędziowych ani mikropęknięć — gotowe do montażu.
Strumień penetruje materiały, które blokują laser i wykruszają tarczę piły. Granit, bloki stalowe, kompozyty wielowarstwowe — jeden przebieg, czysta krawędź.
Wąski kerf i dowolny toolpath pozwalają zagęścić elementy na arkuszu do granic geometrii. Mniej odpadu, niższy koszt materiału na część.

Trzy razy szybciej od dźwięku
Woda sprężona powyżej 4000 barów opuszcza dyszę z prędkością przekraczającą trzykrotnie prędkość dźwięku. Ścierniwo garnetowe dołączone do strumienia działa jak mikro-narzędzie — eroduje materiał cząstka po cząstce.
Proces przebiega w temperaturze otoczenia. Krawędź tnąca nigdy nie osiąga temperatury zdolnej do zmiany struktury metalurgicznej ani do indukowania naprężeń termicznych w kruchych materiałach.
Masz materiał, który inni odmawiają ciąć?
Prześlij rysunek techniczny (.dxf / .dwg), rodzaj i grubość materiału. Bezpłatna wycena wraca w 24 godziny.